










Изучите основные оптические характеристики и узнайте, как они влияют на формирование свойств и конечного качества вашей оптической системы.
Оптические характеристики определяют, насколько точно компонент или система соответствуют требуемым параметрам. Они задают допустимые границы ключевых показателей, влияющих на качество изображения, светопропускание и другие важные свойства. При этом неполное или избыточное описание характеристик может привести к снижению эффективности оптической системы.
Для эффективной работы с оптическими компонентами необходимо четко понимать их технические характеристики. В современной оптике используется множество параметров, но ключевые можно разделить на три категории: производственные допуски, характеристики поверхностей и свойства материалов. Эти параметры универсальны и применяются не только для линз, зеркал и оптических окон, но и для других элементов - фильтров, поляризаторов, призм, делителей пучка, дифракционных решеток и волоконной оптики.
Производственные допуски
1. Допуск на диаметр
Допуск диаметра определяет допустимые отклонения размеров круглых оптических компонентов. Этот параметр зависит от технологических возможностей производителя. Хотя диаметр не влияет непосредственно на оптические свойства компонента, он критически важен для механического монтажа. Несоответствие номинальному диаметру может привести к смещению оптической оси относительно механической в собранной системе, вызывая децентрацию. Стандартные значения допусков:
-
+0,0/-0,1 мм - для стандартных компонентов.
-
+0,0/-0,05 мм - для прецизионных изделий.
-
+0,0/-0,01 мм - для компонентов высокого класса точности.
-
положительным (для выпуклых поверхностей)
-
нулевым (для плоских поверхностей)
-
отрицательным (для вогнутых поверхностей)
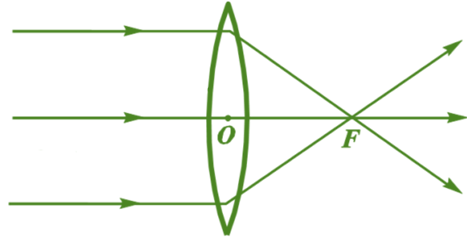
Рисунок 1. Собирающая линза
2. Допуск на толщину по центру
Толщина по центру характеризует осевую толщину материала оптического компонента (преимущественно линзы) в её центральной точке. Данный параметр измеряется вдоль механической оси линзы, которая определяется как ось, равноудалённая от её внешних граней. Отклонения толщины по центру влияют на оптические характеристики, поскольку этот параметр совместно с радиусом кривизны определяет оптическую длину пути лучей, проходящих через линзу.
В производственной практике приняты следующие нормы точности: для изделий стандартного качества допустимо отклонение ±0,2 мм, для прецизионных компонентов - ±0,05 мм, а для изделий высшего класса точности требования ужесточаются до ±0,01 мм.

Рисунок 2. Сравнение толщины линз
3. Радиус кривизны
Радиус кривизны представляет собой расстояние между вершиной оптической поверхности и её центром кривизны. В зависимости от типа поверхности он может быть:
Значение радиуса кривизны имеет принципиальное значение, так как определяет не только оптическую длину пути световых лучей, но и оптическую силу поверхности. Стандартные допуски составляют ±0,5%, тогда как для прецизионных применений требования повышаются до ±0,1%, а в особых случаях, когда необходима экстремальная точность, допуск может достигать ±0,01%.
-
Использование автоколлимационных методов измерения
-
Применение интерферометрического контроля
-
Визуальный контроль с помощью оптических индикаторов
-
Поверхности в плоскости изображения, где дефекты оказываются в фокусе.
-
Поверхности, работающие с высокой мощностью излучения, где дефекты могут приводить к локальному поглощению энергии и повреждению элемента.
-
Ускоряет износ поверхности:
-
Создает точки концентрации напряжений.
-
Особенно критична для лазерных применений.
-
Светоделительные призмы и др.

Рисунок 3. Радиус кривизны
4. Центрирование
Центрирование линзы характеризуется величиной отклонения луча. При известном отклонении луча угол клина W может быть рассчитан по простой зависимости:
где δ – отклонение луча, n – показатель преломления.
Величина центрирования линзы представляет собой смещение механической оси относительно оптической оси. Механическая ось линзы определяется её внешним цилиндрическим контуром, в то время как оптическая ось задаётся поверхностями линзы и представляет собой линию, соединяющую центры кривизны этих поверхностей.
5. Параллелизм
Параллелизм является важным параметром для оптических компонентов, характеризующим степень параллельности двух рабочих поверхностей элемента. Этот параметр особенно значим при производстве оптических окон, светоделительных пластин и поляризационных элементов, где точное соблюдение параллельности поверхностей напрямую влияет на качество передаваемого излучения.
Методика контроля параллелизма включает:

Рисунок 4. Плоское зеркало, параллелизм < 3 '
6. Допуск на угол наклона
Для оптических компонентов, таких как призмы и светоделители, точность углов между рабочими поверхностями является значимым параметром. Контроль угловых допусков обычно выполняется с помощью автоколлимационной установки, излучающей коллимированный световой пучок. Методика измерения:
1. Автоколлиматор позиционируют относительно проверяемой поверхности до получения нормального падения луча (определяется по положению отраженного пятна)
2. Установку поворачивают к следующей оптической поверхности
3. Разность угловых положений между измерениями определяет точность соблюдения угла между поверхностями
Типичные значения допусков стандартно варьируются от нескольких угловых минут до единиц угловых секунд для высокоточных компонентов
7. Фаска на оптических элементах
Фаски представляют собой элемент конструкции оптических деталей, выполняющий защитную функцию. Нанесение скосов на кромки стеклянных элементов предотвращает образование сколов при монтаже и эксплуатации компонентов. В оптическом производстве фаски традиционно выполняют под углом 45 градусов, при этом ширина скоса напрямую зависит от диаметра обрабатываемой детали.
Следует отметить особые случаи, когда нанесение фасок не требуется или нецелесообразно. В первую очередь это касается микрооптических элементов диаметром менее 3 мм (микролинз и микропризм), где процесс фаскования может сам по себе привести к повреждению кромок. Также исключение составляют компоненты с малым радиусом кривизны, у которых диаметр составляет 0,85 и более от радиуса кривизны поверхности – в таких случаях большой угол между рабочей поверхностью и торцом детали делает нанесение фаски излишним.

Рисунок 5. Отрицательная менисковая линза с фаской <0,2x45°
8. Рабочая апертура оптических компонентов
Рабочая апертура представляет собой зону оптической поверхности, в пределах которой гарантируется соблюдение всех технических характеристик компонента. Этот параметр определяет фактически полезную площадь элемента, используемую в оптической системе. В частности, для компонентов диаметром от 3 до 10 мм рабочая апертура обычно составляет 90% от общего диаметра. При увеличении размера до 10,01-50 мм рабочая зона уменьшается на фиксированную величину 1 мм от диаметра. Для крупногабаритных элементов от 50,01 мм и более стандартное сокращение составляет 1,5 мм.

Рисунок 6. Четвертьволновая пластинка со световой апертурой 22,9 мм
Характеристики поверхностей
1. Качество поверхности
Качество оптической поверхности характеризует её внешнее состояние и включает такие дефекты, как царапины и сколы. В большинстве случаев эти дефекты незначительно влияют на работу системы, хотя могут вызывать небольшие потери светопропускания и увеличение рассеянного света. Однако некоторые поверхности особенно чувствительны к подобным дефектам:

Рисунок 7. Двояковогнутая линза, качество обработки поверхности 40/20
2. Плоскостность поверхности
Плоскостность – отклонение плоских поверхностей (зеркал, окон, призм, плосковыпуклых линз) от идеальной плоскости. Контроль осуществляется с помощью эталонных оптических пластин - высокоточных плоских поверхностей. При контакте тестируемой поверхности с эталоном возникают интерференционные полосы, по форме которых оценивают плоскостность.

Рисунок 8. Поглощающий фильтр нейтральной плотности, плоскостность <2λ
3. Кривизна поверхности
Кривизна поверхности является значимым параметром для криволинейных оптических поверхностей. Контроль осуществляется путем сравнения с эталонной поверхностью с калиброванным радиусом кривизны. При интерференционном тестировании воздушный зазор между поверхностями создает характерные кольца Ньютона – количество наблюдаемых колец прямо пропорционально отклонению от эталона.
4. Неровность поверхности
Отклонение формы поверхности от эталонной представляет собой неровность поверхности. Определяется при том же измерении, что и кривизна, по степени искажения интерференционных колец. На практике принято соотношение кривизна/неровность ≈ 5:1, так как при числе полос более 5 обнаружение мелких неровностей (<1 полосы) становится затруднительным.
5. Шероховатость поверхности
Шероховатость отражает микрогеометрию поверхности на малых масштабах и является следствием процесса полировки. Высокая шероховатость:

Рисунок 9. ТГц оптическое окно, шероховатость поверхности Rz 0,025 (TPX)
Свойства материалов
1. Показатель преломления
Показатель преломления материала представляет собой отношение скорости света в вакууме к скорости света в среде. Для оптических стёкол этот параметр варьируется в диапазоне от 1,4 до 4, причём материалы для видимого диапазона (например, N-BK7 с показателем 1,517) имеют значительно меньшие значения, чем инфракрасные материалы (например, германий с показателем 4,003).
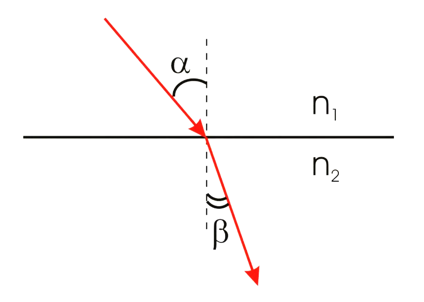
Рисунок 10. Показатели преломления 2-х сред
2. Число Аббе
Число Аббе характеризует зависимость показателя преломления стекла от длины волны света. Материалы с числом Аббе >55 (кроны) имеют слабую дисперсию, а с числом <50 (флинты) — сильную. Этот параметр важен для расчёта линз, так как определяет степень хроматических аберраций. В ахроматических системах используют комбинации кроновых и флинтовых стёкол для компенсации цветовых искажений.

Рисунок 11. Оптическое окно CaF2, число Аббе = 95
3. Порог лазерного повреждения
Порог лазерного повреждения определяет максимальную плотность мощности лазерного излучения, которую может выдержать оптическая поверхность без разрушения. Этот параметр указывается отдельно для импульсных и непрерывных (CW) лазеров. Наиболее критичен данный параметр для лазерных зеркал, так как они подвергаются наибольшему воздействию.

Рисунок 12. Полуволновая пластинка – порог повреждения > 10 Дж/см2
Сопутствующие товары:
Специалисты компании «Специальные Системы. Фотоника» готовы предоставить любую дополнительную информацию. Чтобы получить консультацию или оформить заказ, свяжитесь с нами.